
Boss & Co. shotgun with the Whitworth`s Fluid Compressed Steel barrels.
Whitworth Fluid Compressed Steel opened the new age in the art of making shotgun barrels. You can see Whitworth’s barrels on the best guns of the late XIX — early XX centuries, the Golden Age of Gunmaking, and on best guns only. Does this mean that it was the best steel ever? And if it wasn’t, why was Sir Joseph Whitworth’s innovation so significant? To fully answer these questions, one would need a few thick volumes, but I hope this story will give you the most important facts.
To begin with, let’s deal with the question of what properties of iron and steel are most relevant for gunmaking, and why it is important to choose the right material for barrels.
Some hunters are still under delusion that the pattern and the velocity of a shot depend on the barrel material and the wall thickness, especially at the breech. The idea is that as the barrel expands under the pressure of the powder gases, and then returns to the initial state, the contraction somehow adds an additional impulse to the projectile. In reality, expansion and contraction do not produce any observable effect. As far as patterns and velocity are concerned, there’s no difference whatsoever between iron, Damascus, laminated or fluid steel. But shooting well is not the only requirement for a shotgun: it must also be safe to shoot and, if possible, inexpensive to make. It is these two factors that are mostly responsible for evolution of barrel materials and improvement of their mechanical characteristics.
Now let me take you on a short walk through the physics of a shotgun discharge. When a shot is fired, the barrel passes through a so-called tensioned state, in which it is influenced by a system of forces. The main factors of the system are: first, the pressure of the powder gases, then, the friction of the projectile against the barrel wall, and specifically the radial component of friction as the projectile passes through contractions: forcing cones and chokes. Under the influence of these forces the barrel deforms. After the action of the forces stops, the barrel must return to the initial geometry, and it can’t do it unless it’s elastic. Therefore, the main parameter of the barrel material is elastic limit.
Fig. 1. The relation of elastic limit to pressure to required wall thickness for an abstract shotgun barrel with 18.5 bore diameter and different barrel materials.
Modern theories of strength describe the real picture of a tensioned state with high precision. The graphs build according to Huber — von Mises — Hencky theory of failure (fig.1) for an abstract barrel with the 18.5 mm bore diameter demonstrate how increasing the elasticity of steel decreases required wall thickness at various maximum pressures (which in turn makes it possible to reduce the weight of the gun).
Fig. 2. Diagrams of variation in barrel pressure for a number of DuPont powders: A, B — smokeless, C — Black, D- DuPont Oval (smokeless too). Published in 1933.
The pressure on the barrels is produced by expansion of powder gases, emitted as the powder is burnt. Even though the powder charge burns very quickly, the process can’t be described as momentary. In any case, by the time ignition reaches the whole of the charge, the projectile has already left the shell. Since the powder continues to burn, and the space behind the projectile is limited, the pressure is rising rapidly and soon reaches its maximum.
As the projectile continues its motion along the barrel, two effects can be observed. First, as the pellets of powder are burning, their surface area decreases. The surface area is the area where the chemical reaction of combustion occurs, so the volume of emitted gases decreases proportionately. At the same time, as the projectile progresses down the barrel, the volume behind it, which is to be filled by the powder gases, is increasing. The less is the amount of emitted gas, and the greater the volume it can occupy, the smaller the pressure. Consequently, the pressure in the barrel decreases rapidly, and by the time the projectile leaves the barrel is only about 1/10 of the maximum.
The velocity of the projectile depends on acceleration it receives in the barrel, and, with the same projectile and powder type, we can assume that the higher the pressure, the greater the acceleration. The minimum wall thickness required to resist the pressure is, obviously, in proportion to the pressure. As the result, even two-thirds along the shotgun barrel length the wall can be so thin that it can be easily damaged by any outside impact — e.g., by a fall. This is why in some areas the barrel walls are made thicker than they need to be to simply withstand the internal pressure with the given margin of strength.
Nevertheless, occasionally the barrels are blown or burst. It is an established fact that the main cause of such accidents is obstruction, that is, foreign bodies that somehow get inside the barrel. They slow the projectile down, which results in a pressure surge, intensified by the inertia of the projectile. The specific manner in which the barrel is damaged as the result depends on what and where exactly in the barrel the obstruction was. The important thing is that barrels can be destroyed in a different manner, and to ensure safety for the user, it is paramount that no flying splinters result after a burst. For this, the barrel material should have sufficient plasticity, across the whole range of temperatures in which a gun may be used. This makes plasticity, in addition to elasticity, an essential requirement for barrel steel.
During the Industrial Revolution the problem of producing high-quality steel was acute for every country without exception. For Russia in the first third of the XIX century it was, in the words of Sergei Zybin of Imperial Tula Arms Works, «a sore spot». Even the best iron from Izhevsk, the prime steel maker of the time, could not satisfy gunmaking requirements. This encouraged many people with flexible morals, such as Grigori Revaz.
In 1827 Revaz, a petty bureaucrat, offered the State to discover the secret of fluid steel. For this he wanted the government to provide him with accommodation, pay 5 thousand rubles a year in wages, and continue to pay the same sum as pension after 15 years of service, and to educate all his children in institutions of his choice. The conditions were unthinkable — and the fact that the Government agreed is evidence of how serious the problem was. Revaz actually provided a few samples of fluid steel, which made Tula Arms Works’ Chief Assayer ecstatic. But all attempts to obtain steel of this quality using his method, either in Tula or in Zlatoust, were unsuccessful. Zakhava, ITAW’s Chief Mechanic, suggested that Revaz had passed steel that someone else had made as his own; he had probably seen it made, but didn’t know the finer details of the process.
At the same time in Zlatoust Pavel Anosov developed his technology of making «bulat» steel. However, while this steel worked well for blades and tools, it was totally unsuitable for making gun barrels, because any barrel-making technology would destroy the unique structure of this metal, and its wonderful properties along the way.
Table 3. Results of Birmingham Proof House gun barrel tests.
Steel, as everyone knows, is an alloy of iron and carbon. Historically, steel was divided in two types: wrought and fluid. Wrought steel was made by forge welding of multiple strips or rods with varying carbon content. This material has a pronounced fiber structure, and its properties depend on the direction of fibers. Fluid steel was made either in trough, or by convertor process (Bessemer, Thomas), or by Siemens-Martin process.
As already mentioned, steel for gun barrels must have high elastic limit and plasticity. This requires carbon content to be low. Another important factor is purity, that is, being free of any contaminations, including gas caverns and cavities. From this perspective, wrought steel was better, because any crack or cavern that developed in one layer was stopped in the other. Fluid steel had obvious advantages for making massive parts, but initially it wasn’t very suitable for gun barrel making, because the manufacturers couldn’t very well control its quality, which was rather low, and especially couldn’t ensure the proper proportion of carbon.

Forging barrels. Drawing from W. Greener’s «Gunnery in 1858»
According to W. W. Greener’s The Gun and Its Development, the barrels of first firearms were made from a narrow strip of simple iron which was bent into a cylinder and the ends were then welded. Later combined barrels appeared, in which the breech end and the muzzle were made separately, sometimes even of different material. In 1808, Benjamin Cook suggested his method of drawn barrels. According to this method, a block of iron was rolled, a hole drilled through it, and a mandrel fixed in the hole. Then the block was heated and passed between tapered rolls until it was as long as necessary. This technology evolved over time. Some makers simply cut a hole through a heated block of iron with the mandrel, instead of rolling. The next improvement was to roll a strip of metal over a mandrel, and then roll or hammer it to shape without it.
This technology was mainstream for smooth barrels, it wasn’t well adapted for making rifled barrels, because the rifles cut through the fibers and that weakened the structure of the metal. The makers had to return to the older iteration of rolling technology, which positioned the fibers of metal along the barrel’s axis, and compensate for low strength by increasing wall thickness. Cook suggested a new method, in which the mandrel was already shaped according to the desired rifling profile, and the rifling was made into a spiral by wringing the heated barrel blank. In 1865 the cold draw method was developed. It consisted in forcing the barrel blank through a set of dies, that elongated the tube by two inches a cycle, with annealing between cycles. «Owing to the slowness of the process, and the great wear upon the machinery and tools necessary to their production, the company were unable to compete with barrels made on other methods, and they have long been unobtainable», says W. W. Greener.
Gun boring. Drawing from W. Greener’s «Gunnery in 1858»
Table 3 gives the results of gunpowder trials «to bulge» of as many as 38 different barrel materials, by the Birmingham Gun Barrel Proof House. For all subjectivity of the results, they allow to come to certain important conclusions. First, barrel-making technology was no less important than the barrel-making material. Second, it is obvious that the quality of fluid (Siemens-Marten) steel was rather unstable, and so the consumers’ distrust to it is quite understandable. Third, the best barrel-making material of the late XIX century was not Damascus, as is often considered, but English three-strip laminated steel.
The topic of wrought irons is broad, varied, and infested with surprisingly persistent myths. It needs a dedicated long conversation; here I’ll just give a brief description of how laminated steel was made. Bits of scrap iron and steel were carefully cleaned of rust and polished in special rotating drums. After that they were mixed in a certain proportion, and fused together in the so-called «semi-liquid» state into bars, which were then hammered into stripes. Machinery used for hammering and winding allowed to reduce the cost of laminated steel barrel tubes to 20 shillings a pair, and optimal direction of fibers made the barrels exceptionally strong. Horseshoe nails for iron and carriage leaf springs for steel were supposed to be the best source material for laminated steel. The German term for barrels made out of laminated steel translates literally as «horseshoe nail steel» («Hufnagelrohr»), and the Russian as «of nails» («гвоздёвые»); the French called them «canon moire«.


Laminated steel barrels in 1858 (top), and 3-piece laminated steel of the late XIX century (bottom).

Thomas Kilby’s stamped on laminated steel barrels.
In 1885, the James Purdey & Sons catalogue featured a historic announcement:
The barrels of best Guns can if desired be made of Sir Joseph Whitworth and Co.’s fluid pressed steel at an extra cost of £2.10s per gun. This metal is stronger under excessive strain than Damascus, is harder and more durable and keeps its brown better.
In 1889, a British periodical Land and Water reported that «Mr. Purdey is strongly biased in favour of steel for barrels, and prefers the fluid compressed steel of Sir Joseph Whitworth’s manufacture. He declares that, weight-for-weight, it is stronger than iron, and shoots harder, though not so handsome an appearance of Damascus. Of all the leading makers with whom we are acquainted, Mr. Purdey is the staunchest advocate of steel.» A few years later, in 1897, another Land and Water story covering London’s best gunmakers, claimed that it was Purdey who first used Whitworth’s steel for barrels.
This was an important event, because the public’s justified mistrust to fluid steel was challenged by authority of world’s most respected gunmaker. Moreover, one had to pay a lot of money for something that couldn’t be seen and could only be taken for a word. Nobody can establish today how the alliance of Purdey and Whitworth came to be, whether they had known each other before, and what they thought of each other. The only information about their personal contacts comes from the same story from Land and Water:
«Purdey had a good many conversations with the late Sir Joseph Whitworth about the supply of rough tubes, which were at first made exclusively for him.»
James Purdey II (1828-1909)
Sir Joseph Whitworth (1803-1887)
Now as to the origin and qualities of Sir Joseph Whitworth’s fluid compressed steel. The British, not without grounds, list Joseph Whitworth among the greatest mechanics and inventors of all times. Many books have been written about Whitworth, but, unfortunately, none of them has been translated into Russian. Joseph Whitworth was born on December 21, 1803. After he left school, at the age of 14, he became his uncle’s apprentice at a cotton mill. At that early age Joseph could already repair any machine. In 1821 he moved to Manchester, and in 1825 — to London, where he worked as a mechanic in many shops, and earned the reputation as one of the top men in the trade. It was at that time in London when he made his first invention — a method of producing perfectly flat surfaces.
In 1833 Whitworth returned to Manchester, rented steam-powered manufacturing premises, and founded his first business as «Joseph Whitworth, tool-maker, from London». The business grew quickly and soon Joseph Whitworth was well-known as producer of high-quality machinery. At the session of British Association in Glasgow in 1840 Whitworth made a report about his method of producing accurate level surfaces. In 1841 he made a report at the Institution of Civil Engineers about a system of uniform screw threads he developed; later it became the British standard. In 1842 the city of Manchester tried street-sweeping machines designed by Whitworth, and soon Manchester, once called Britain’s dirtiest town, could boast of the cleanest streets in the United Kingdom. Between 1840 and 1850 Whitworth designed and patented many other inventions. The Universal Exhibition in London in 1851 became Whitworth’s triumph, where he received well-deserved public recognition and acknowledgment of his work.
Whitworth’s street-sweeping machine.

Whitworth’s rifle and hexagonal bullet.

Whitworth’s machines: planing (left) and lathe (right).
The war in Crimea (1853-1856) pushed Joseph Whitworth to engage in gunmaking. On government orders he designed and build machinery for making the 1854 pattern Enfield rifle musket, which was adopted by the British army. The work for the War Department resulted in 20 patents related to gunmaking, obtained between 1854 and 1878. In 1856, in recognition of his merit in machine-building, Whitworth becomes a member of the Royal Society and President of the Institution of Mechanical Engineers. The Crimean war highlighted all the weaknesses of the Enfield musket. Whitworth suggested a hexagonal rifled barrel, and built .451″ bore rifles on the principle. In 1857 tests they left the Enfield far behind. Whitworth’s rifle was more expensive to make than the Enfield, and the government decided against it, but it was purchased by the French army. Whitworth’s precision rifles were used in the American Civil War, and became perhaps the first designated sniper rifles in the world.

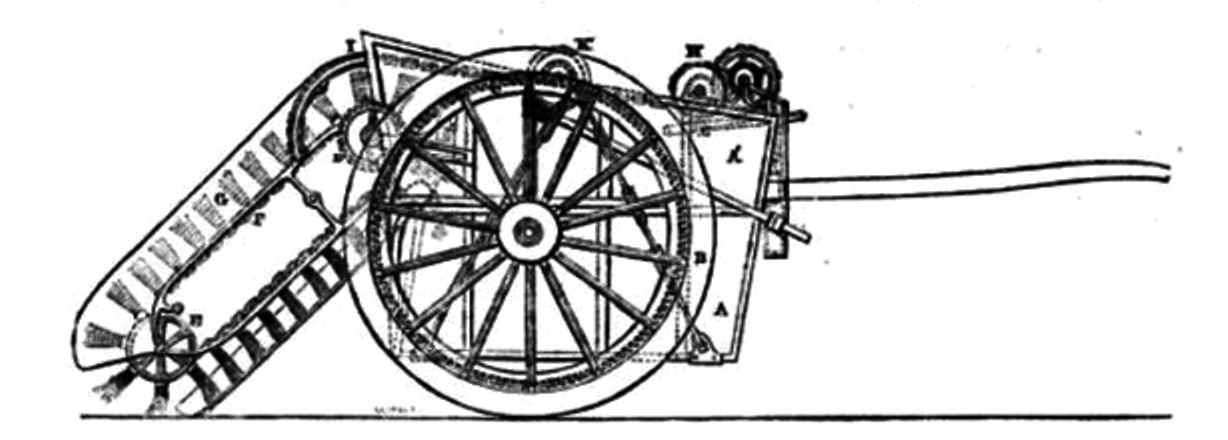
70-pound Whitworth’s cannon and its shell.
Since 1862 Whitworth was engaged in development of artillery systems, based on the same principle as his small arms. The War Department of Great Britain rejected Whitworth’s cannons, but they were bought by France, New Zealand, and a few other countries.
All gun manufacturers of the era were facing the problem of low quality of available steel. Whitworth suggested compressing the steel in the liquid phase right in the mould, with the help of a specially designed hydraulic press. In 1867, at the Universal Exhibition in Paris, Joseph Whitworth was awarded one of the five Grand Prix that went to Great Britain. In 1868 the French Emperor Napoleon III awarded Whitworth with the Order of Légion d’honneur and in 1869 he was created a baronet by Queen Victoria, and became Sir Joseph.
The soundness of Whitworth’s method was put to severe test in 1872. A cylinder of Whitworth steel was made, and filled with 1 1/2 pounds of gunpowder. The powder was then exploded through a vent hole 1/10 of inch. Accurate measurements showed that none of the dimensions of the cylinder was changed after the explosion; however, the vent hole was became two times wider.
Whitworth’s first company evolves into J. Whitworth & Co, and was engaged in machine building, and also, initially, dealt with gunmaking. According to some sources, guns were assembled by John William Edge, with locks provided by Brazier, and other metal parts by Preston and Palmer. Later Whitworth founded a special gunmaking firm, Manchester Ordinance & Rifle Co.
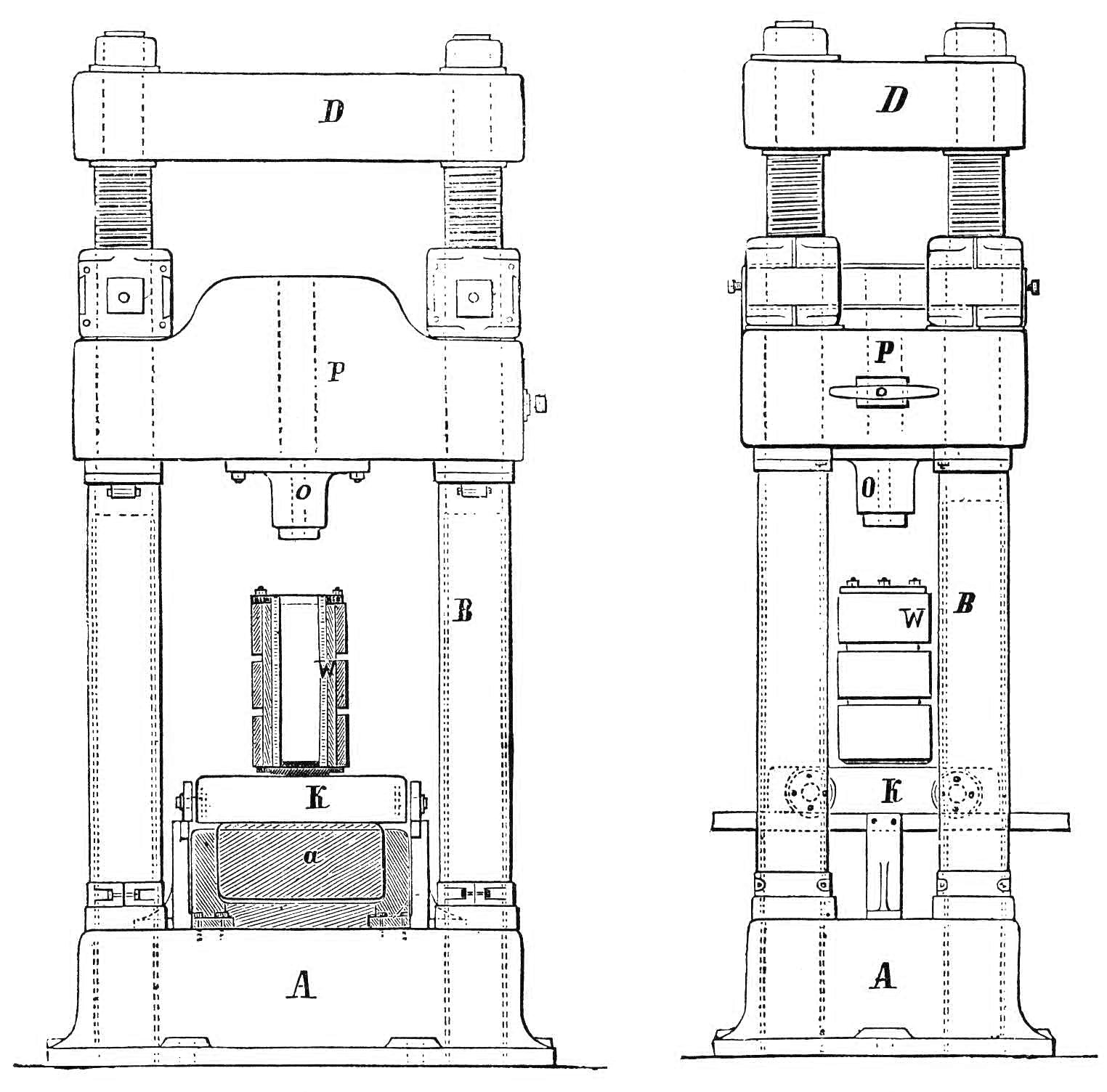
Whitworth’s press for fluid steel, as mounted on Obukhov Steel Works in Russia. K — trolley, W — mould.
In 1874 all Whitworth’s companies united into Joseph Whitworth & Co, Ltd. In 1880, the company began construction of new production facilities, and a transition to large-scale manufacturing of steel, weaponry, machinery, tools and other related products. Sir Joseph Whitworth became one of Britain’s wealthiest industrialists, but this couldn’t help improve his decaying health. He retired from the business a few years before his death, and spent the winters on Cote d’Azure in France. It was there, in Monte-Carlo, where he died on January 22, 1887, being 82 years of age. Sir Joseph was married twice, but had no children. People of Manchester remembered him not only as a genius of mechanics and invention, but also as a talented gardener, and a philanthropist, who donated a lot of money for development of professional and technical education in Britain. Whitworth kept improving the labor conditions on his factories, and the level of education of the workers.
Sir Joseph Whitworth’s will contained precise instructions, and left his property and capital to the care of three trustees. Each of the trustees disposed of half a million pounds. One of the trustees was his old friend Richard Christie. Most of the money was spent on philanthropic projects, such as a museum and educational institutions. In 1897 Joseph Whitworth & Co was merged with W.G. Armstrong, Mitchell & Co. As the result, a giant Sir W.G. Armstrong Whitworth & Co corporation was formed. William Armstrong (1810-1900), together with Henry Bessemer (1813-1898) are people who are no less important for the Victorian age of mechanics than Whitworth; they are all of the same generation, who entered the gunmaking business after the Crimean war, and faced the common problem of low quality of steel for barrel-making, but it’s impossible to speak about all of them in one story.
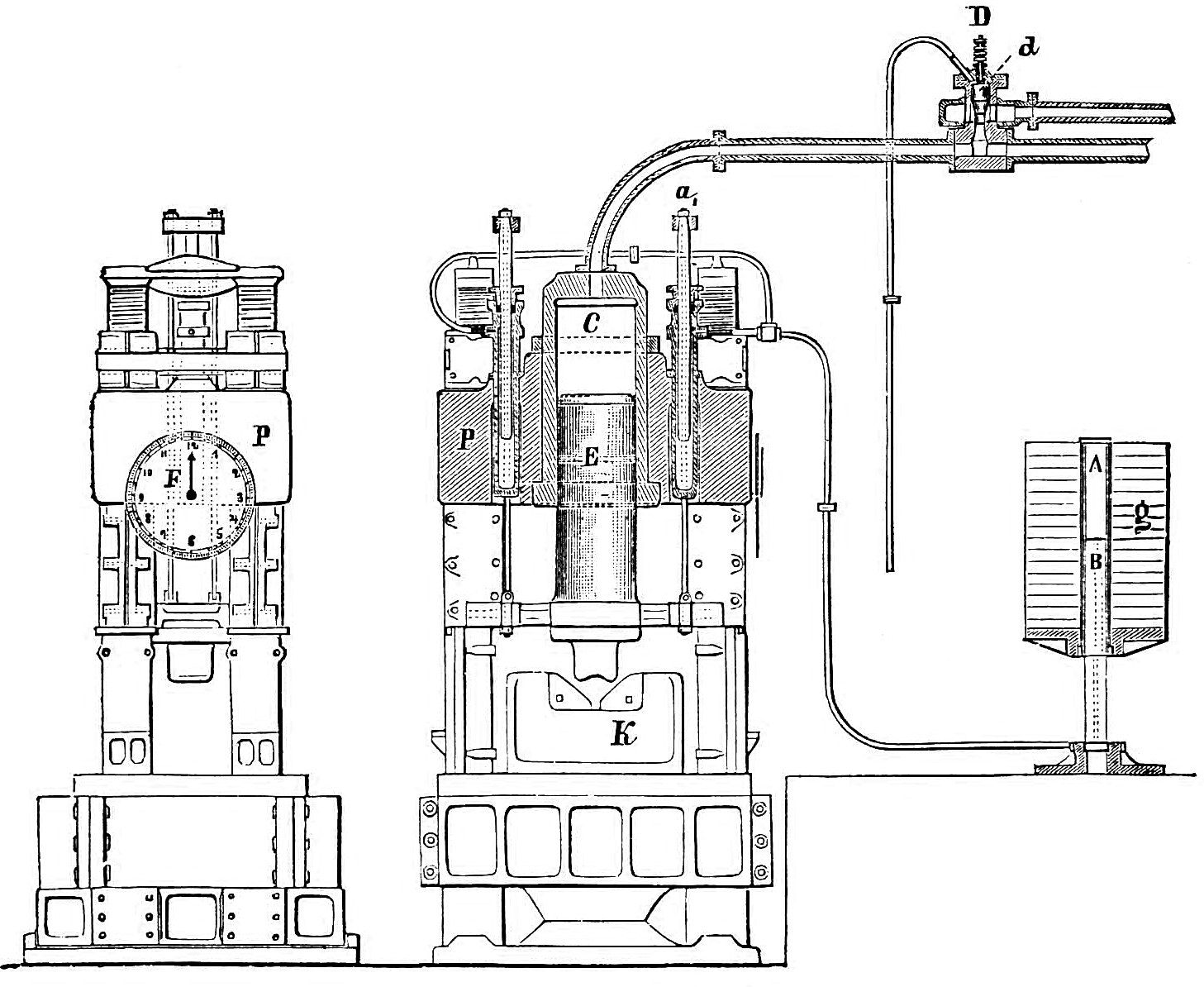
Whitworth’s hydraulic squeezer as mounted on Obukhov Steel Works in Russia.
There is an opinion that liquid pressing of steel is a way to get rid of the gas caverns in the ingot. This is partly true, but it’s not the main problem that the method was to solve. Shrinkage and cavities resulting from it were serious defects in the ingots. Before Whitworth, Bessemer tried to apply liquid pressing as a way to get rid of shrinkage, but his results were negative precisely because he lacked a powerful press. It was Whitworth who managed to construct a hydraulic press that produced sufficient pressure. The other technological advance introduced by Whitworth was the use of a hydraulic squeezer instead of hammer, which improved the efficiency of hammering the ingots considerably.
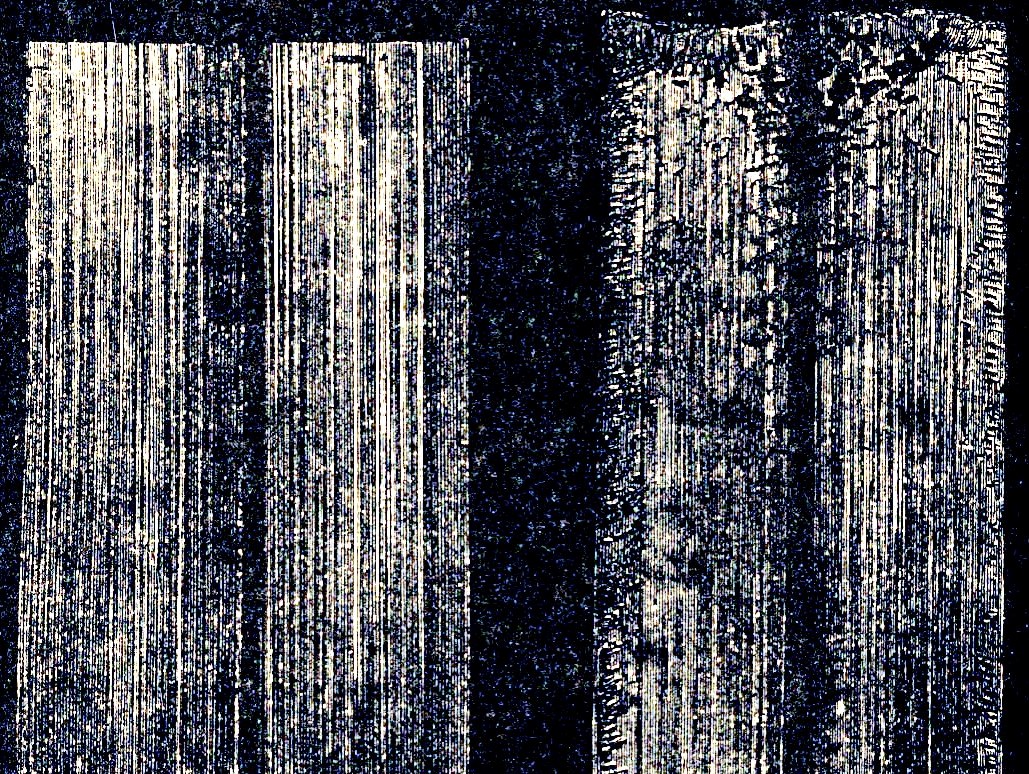
A cross-cut of two barrel blanks, solidified in the mould under Whitworth’s press (left) and naturally (right). A funnel in the top of the ingot is clearly visible.
The Brockhaus and Efron Encyclopedic Dictionary, very popular in Russia, contains curious data that in 1886 Whitworth’s factory produced 350 ton of steel forgings a week, and couldn’t satisfy all orders. How can one then explain supplies to Purdey? It is possible that when Whitworth made his arrangements with Purdey’s, he was more concerned about the workload of his barrel-making department.
Some time after the baronet’s death, James Purdey turned his attention to Krupp’s steel. On August 27, 1897, he wrote to his son Athol: «The tubes of Krupp have been tested and are found much stronger and tougher so that we can use them satisfactorily and perhaps more than the Whitworth«. In 1890s Joseph Whitworth & Co sold their wares to all comers, and the competitors were active too. An echo of these wars for the consumer can be found in the note to the Russian edition of W.W.Greener’s «The Gun and Its Development» by the translator, G. Tarnovsky:
«There are two ways of making cast steel: the Krupp’s and the Whitworth’s. The former consists in casting ingots much longer than required, and using only the bottom part of the ingot for production, where the metal is denser due to the pressure of the metal above <…> Krupp, not without grounds, notes that Whitworth’s method achieves only that the shrinkage is spread homogenously across the ingot. To make them denser, ingots are drawn and forged«.
Nevertheless, in the early 1900s Purdey stopped using any other steel than Whitworth’s, and the experiments mentioned in the letter to Athol quoted above explain why some Purdey guns were made with Krupp’s barrels, to the utter confusion of their later owners.
Unfortunately, no documents have yet been discovered that would make it possible to say precisely and positively what technology was used at Whitworth’s for barrel making. We can, however, try to reconstruct it, based on written memories of the contemporaries. The Russian edition of W.W. Greener’s «The Gun and Its Development» says most makers came to the conclusion that the best barrels are made not by drawing, but by forging and rolling the barrel blank, and then drilling a hole through is whole length. In other words, in the late XIX century the gunmakers already used the technology that still provides best result in the XXI century.

Barrels of a Purdey gun № 15775 (1897), inscribed on the rib with «J. Purdey & Sons. Audley House, South Audley Street, London. Made of Sir Joseph Whitworth’s Fluid Сompressed Steel», barrels № 18700/18701, no «wheat stake» stamp.
It is known that in Greener’s day the barrels were bored inside with the help of horizontal boring machine, with a square bit fixed in its spindle. The edges of the bit were slightly skewed to prevent «biting». The barrel blank was pressed against the drill, and cooled under a stream of cold water. According to Greener, boring in the rough did not require a special skill. After being fine-bored and corrected, the barrel tube was turned to required wall thickness on a lathe. The filing was finished at a whetstone. After that the barrels were polished on the outside and sent to the first trial. The boring of forcing cones followed, which was supposed to be the most difficult and responsible job. Afterwards the bore was «leaded» (polished).

The barrels from Auguste Lebeau gun № 34464 (1912), barrels № 29641/29642, inscribed with «Sir Joseph Whitworth’s Fluid Compressed Steel» and stamped with «wheat stake» mark.
The question of how exactly did Whitworth’s supply barrels to the makers all over the world was a topic for heated discussion even in the late XIX century. In 1895, «Ohotnichia Gazeta» («Hunting Newspaper») printed an article answering the question. The author has written to «famous gunmakers» and learned that «… on the outside, the barrels are turned out roughly at the lathe; they are bored much smaller than the gauge for which they’re meant. The barrels are fitted to each other but not soldered. Every barrel is fitted with half a barrel lump; every lump is one with the tube. The barrels (that is, two barrel tubes) that the makers obtain from Whitworth’s do not have any proof marks«.
The article goes on to describe the consequent operations: «1. Each barrel is tested for strength. 2. The barrels are carefully fitted at the chamber and at the muzzle. 3. The fore-end lump and the rib extension for the third bite are fitted. 4. The barrels are tied together as tight as possible. 5. The barrels are soldered together with copper from the chamber to the fore-end lump and at the muzzle. 6. The barrels are bored to the required gauge, and then sent in for the second trial. 7. The chokes are bored. 8. The barrels are sent to be filed to the action. 9. When the barrels and the action are ready, the maker fits the top and bottom ribs, and solders them to the barrels with tin; the chokes are regulated; the barrels are finished.» If Whitworth’s barrel tubes were made with the help of deep boring out of full-sized blanks, that would explain their cost, which was times above the best laminated steel barrels (see Fig. 3).
Sir Joseph Whitworth’s coat-of-arms. His motto ran Fortis qui prudens; or «He is brave who is prudent»
Whitworth had different agreements with different gunmakers, concerning, for example, the stage of readiness of supplied barrel blanks. If you look closely at any Purdey with Whitworth barrels, you’ll see two consecutive serial numbers on the lower rib next to the fore-end hooks. These are Whitworth’s numbers. They were stamped on every barrel blank supplied by Whitworth, but on some guns, mainly by gunmakers outside Great Britain, the numbers are stamped directly on the tubes. This will become clear if you remember that the two tubes are part of a set, fitted to each other. If it is so, then, first, Purdey received barrels complete with the lower rib, on which the numbers were stamped. Second, Purdey and some other makers got their barrel blanks not filed on the outside (remember, Purdey and Whitworth’s agreement to supply «unfinished» tubes).
Another question concerns the famous Whitworth «wheatsheaf» stamp. All branches of the Whitworth family had the crest with a wheat sheaf in it. The image was used in the trademark and the stamp of Joseph Whitworth & Co. This stamp, along with the inscription «Sir Joseph Whitworth`s Fluid Compressed Steel» can be observed on most barrels that were supplied outside Britain. But you always never get to see it on Whitworth-barreled guns by Purdey, Woodward, Grant, Atkin, Beesley and Boswell. The «wheat sheaf» stamp meant that the barrel blanks were supplied after filing. The absence of the stamp indicates that the tubes were supplied unfiled.
Is Whitworth’s steel the best barrel material? It isn’t, and it has never been. Was Whitworth’s technology unique? No, it wasn’t. This technology found application in many places. For example, the Obukhov Steel Works in Russia had Whitworth’s press and squeezer. The achievement of the great Victorian mechanic Sir Joseph Whitworth is that he opened the age of fluid steel barrels, the age we’re still living in now. And his name shall be revered by generations of hunters as long as there are beautiful shotguns with «Sir Joseph Whitworth’s Fluid Compressed Steel» inscribed on their barrels.
